Slip-On Weld Flanges: field notes, specs, and what buyers really ask
If you’ve ever specced slip on weld flanges in a scramble before a shutdown window, you know the drill: fast alignment, predictable sealing, and paperwork that actually matches the crate. As pipe packages get more modular and budgets get, well, tighter, these everyday flanges still carry a lot of the load—especially in low-pressure loops, utilities, skids, and pump suctions where speed matters more than prestige.
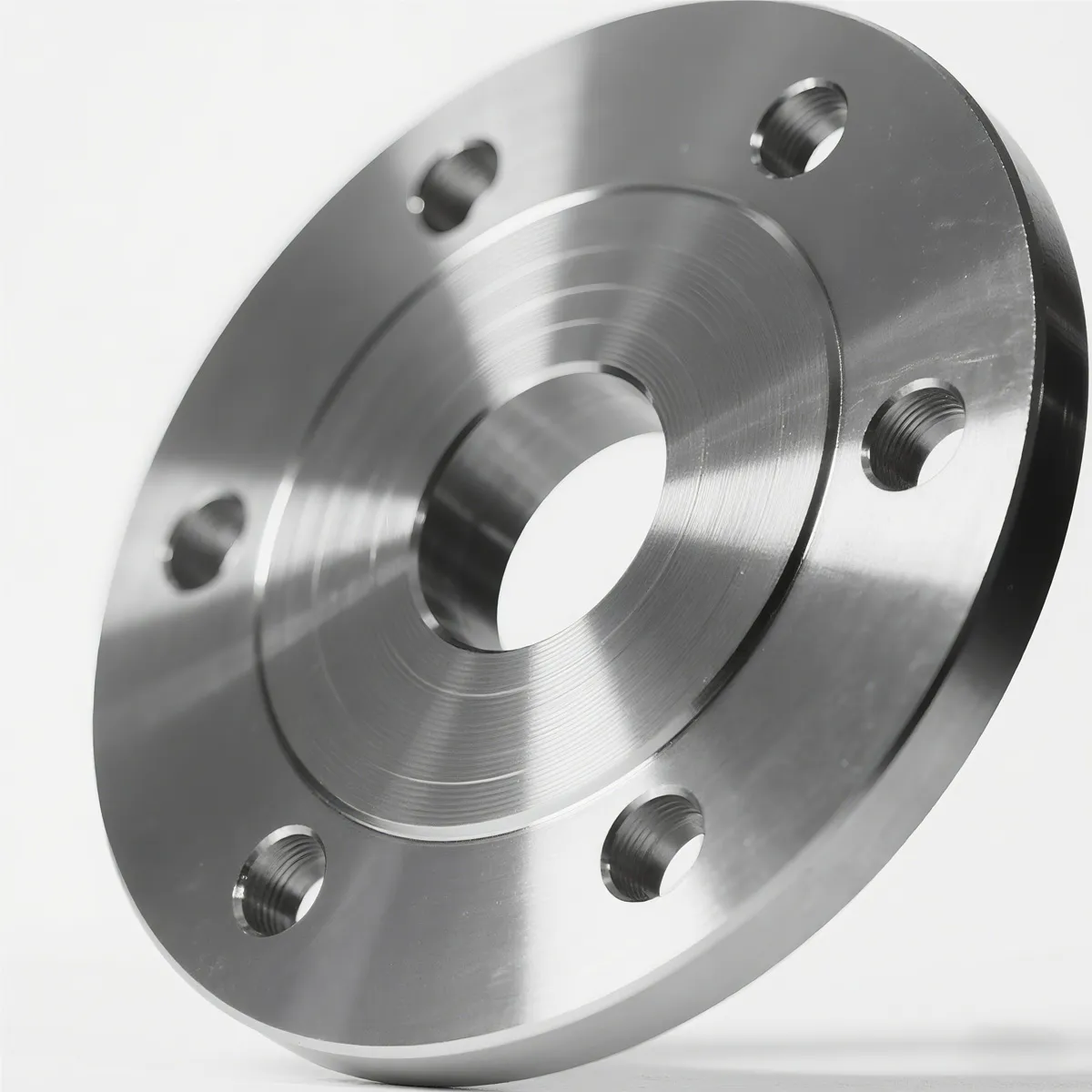
What they are (and why teams keep picking them)
Slip on weld flanges slide over the pipe OD, then get fillet-welded on the ID and OD. That double-weld setup gives decent strength while keeping fit-up forgiving—ideal where on-site cuts and slight misalignments are just part of life. They’re go-to hardware for Class 150/300 service, cooling water, HVAC, fire protection mains, light oil, and general utilities. Not glamorous, but effective.

Technical snapshot (real-world, not brochure-perfect)
| Parameter | Typical Range / Notes |
|---|---|
| Materials | ASTM A105/A105N, A350 LF2 (low-temp), A182 F304/F316; coatings: black oxide, rust-inhibiting oil, zinc ≈ 8–12 µm |
| Sizes | NPS 1/2″–24″ standard; larger on request (≈ 26″–48″) |
| Pressure Class | ASME B16.5 150/300; occasional 600 (check wall thickness & weld procedure) |
| Facing | RF, FF; serration finish ≈125–250 AARH (real-world use may vary) |
| Standards | ASME B16.5, EN 1092-1 Type 02 equivalents; marking to MSS SP-25 |
| Testing | Dimensional check, PMI, UT/MT as applicable; MTR to EN 10204 3.1; hydrostatic testing done at spool level per code |
| Service life | ≈ 20–30 years in treated water; 10–15 in brine or coastal unless coated/SS |

Process flow and quality checkpoints
From the industrial district of North Circle, Mengcun, Cangzhou (Hebei), production is pretty disciplined: forged blanks → normalizing/tempering → CNC machining and bolt-hole drilling → facing serrations → deburr → coating → marking. QC tags along with PMI, dimensional verification to ASME B16.5, hardness sampling (A105 ≈ 170–217 HB), and visual acceptance to shop criteria. For corrosive service, many buyers ask for NACE MR0175 material control, even if it’s conservative.
Industries: municipal water, HVAC, power-plant utilities, light hydrocarbons, shipbuilding, paper mills. Many customers say alignment forgiveness is the real win—especially on retrofit spools where nothing lines up like the model, to be honest.
Vendor landscape (quick take)
| Vendor | Lead Time | Docs | MOQ / Price | Notes |
|---|---|---|---|---|
| HBJY Pipeline (China) | ≈ 10–20 days standard; rush possible | MTR 3.1, PMI, CoC; ISO 9001 | Low MOQ; value pricing | Wide size coverage; customization friendly |
| EU Stockist A | Ex-stock for common 150/300 | CE/PED pack | Higher price; tiny MOQ | Fast delivery regionally |
| Fabricator B (Regional) | Made-to-order 2–4 weeks | Custom ITP | Mid-price | Flexible on specials |

Customization and use-cases
Common tweaks: OEM stamping, bevel to pipe schedule, serration finish spec (e.g., 125 AARH for soft gaskets), epoxy or hot-dip galvanizing for coastal yards, and special bolt-hole drilling to match legacy spools. On skids, slip on weld flanges speed up assembly; in water plants they pair nicely with spiral-wound gaskets; on ships, they’re everywhere in cooling-water trunks.
Mini case: coastal water plant, SEA
A 36,000 m³/day facility swapped mixed-stock flanges for consistent Class 150 A105 slip on weld flanges. Result (contractor’s logbook): weld time down ≈ 22% due to easier fit-up; rework dropped as bolt-hole alignment stabilized; hydrotesting passed first shot on 41/41 spools. They added an epoxy topcoat and specified 125 AARH—simple moves, solid payoff.

Buyer checklist (quick)
- Confirm standard: ASME B16.5 or EN 1092-1; match facing and class.
- Ask for MTR 3.1, PMI, and MSS SP-25 markings on photos—saves arguments later.
- Specify AARH, coating, and weld bevel details in the PO text.
- For sour media, demand NACE MR0175 compliance on heat numbers.
Honestly, that’s 90% of the hassle avoided. The rest is making sure your gasket plan fits the surface finish and your crew has the right WPS for fillets inside and out.
Authoritative citations
HEBEI JIUYUAN PIPELINE MANUFACTURING CO.,LTD . is located in Mengcun Hui Autonomous County, known as the “Capital of Elbows”, with a registered capital of 10.09 million yuan.pipe fittings and flanges manufacturers The company is equipped with advanced production facilities, strong technical capabilities and strict testing equipment, ranking among the top in the industry for its excellent quality and service.flanges and pipe fittings We have always been committed to technological innovation and improving product quality.flange manufacturer We have passed the ISO9001:2008 quality system certification and the special equipment certification for pressure pipelines. Our company specializes in the production of flanges, elbows, bends, reducers, blind plates, manholes, pipe caps, tees, crosses, socket fittings, power plant accessories, precision casting and threaded joints.pipe fitting manufacturer We also customize various special and difficult pipe fittings.pipe flange|super blog